
Tuleja adapterowa H31/500 H31/530 H31/560

Zasada tulei wciąganej
Zasada tulei wciąganej odnosi się do metody, w której tworzy się pewną szczelinę pomiędzy przedmiotem obrabianym a tuleją poprzez umieszczenie przedmiotu obrabianego w tulei o odpowiednim rozmiarze podczas obróbki, a zewnętrzna powierzchnia tulei służy jako odniesienie zapewnić dokładność wymiarową obrabianego przedmiotu.
Podstawową ideą tulei wciąganej jest wykorzystanie zewnętrznej powierzchni tulei jako płaszczyzny odniesienia, aby zapewnić, że obrabiany przedmiot nie spowoduje odchyleń wymiarowych w wyniku odkształcenia materiału lub błędów obróbki podczas obróbki. W procesie obróbki przedmiot obrabiany jest wsuwany w tuleję, a zewnętrzna powierzchnia tulei przesuwa się względem noża lub innych narzędzi do obróbki, a między przedmiotem obrabianym a tuleją powstaje pewna szczelina, dzięki czemu podczas obróbki procesie, przedmiot obrabiany zostanie automatycznie przycięty zgodnie z kształtem tulei, aby zapewnić dokładność wymiarową obróbki przedmiotu obrabianego.
Dzięki zasadzie tulei wciąganej można skutecznie zagwarantować dokładność wymiarową przedmiotu obrabianego, poprawić wydajność przetwarzania i zmniejszyć koszty przetwarzania. Jednakże w zastosowaniach praktycznych należy wziąć pod uwagę takie czynniki, jak dobór rozmiaru tulei i odkształcenie termiczne podczas procesu przetwarzania, aby zapewnić skuteczność zasady tulei wciąganej. Jednocześnie, w szczególnych przypadkach, wewnętrzna powierzchnia tulei może być również wykorzystana jako odniesienie do realizacji zastosowania zasady tulei wciąganej.
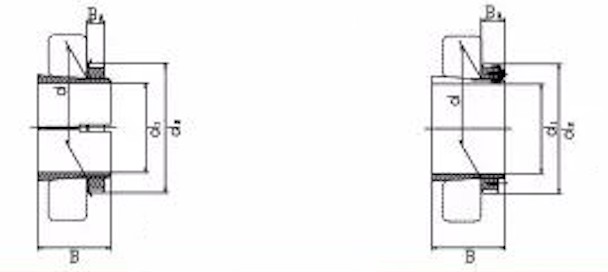
| Oznaczenia | Wymiary graniczne | Odpowiednie łożysko | Waga | |||||
| d | d1 | B | d2 | B3 | Łożysko baryłkowe | KG | ||
| H31/500 | 500 | 470 | 356 | 630 | 100 | 231500K | – | 145 |
| H31/530 | 530 | 500 | 364 | 670 | 105 | 231/530 tys | – | 161 |
| H31/560 | 560 | 530 | 377 | 710 | 110 | 231/560 tys | – | 185 |
| H31/600 | 600 | 560 | 399 | 750 | 110 | 231/600 tys | – | 234 |
| H31/630 | 630 | 600 | 424 | 800 | 120 | 231/630 tys | – | 254 |
| H31/670 | 670 | 630 | 456 | 850 | 131 | 231/670 tys | – | 340 |
| H31/710 | 710 | 670 | 467 | 900 | 135 | 231/710 tys | – | 392 |
| H31/750 | 750 | 710 | 493 | 950 | 141 | 231/750 tys | – | 451 |
| H31/800 | 800 | 750 | 505 | 1000 | 141 | 231,800 tys | – | 535 |
| H31/850 | 850 | 800 | 536 | 1060 | 147 | 231/850 tys | – | 616 |
| H31/900 | 900 | 850 | 557 | 1120 | 154 | 231900K | – | 677 |
| H31/950 | 950 | 900 | 583 | 1170 | 154 | 231/950 tys | – | 738 |
| H31/1000 | 1000 | 950 | 609 | 1240 | 154 | 231/1000K | – | 842 |
| H31/1060 | 1060 | 1000 | 622 | 1300 | 154 | 231/1060 tys | – | 984 |




